双面钠化特氟龙焊布的厚度参数受基材选择、钠化处理工艺、涂层均匀性、应用场景需求等因素影响,以下为具体分析:
一、基材选择与厚度基础
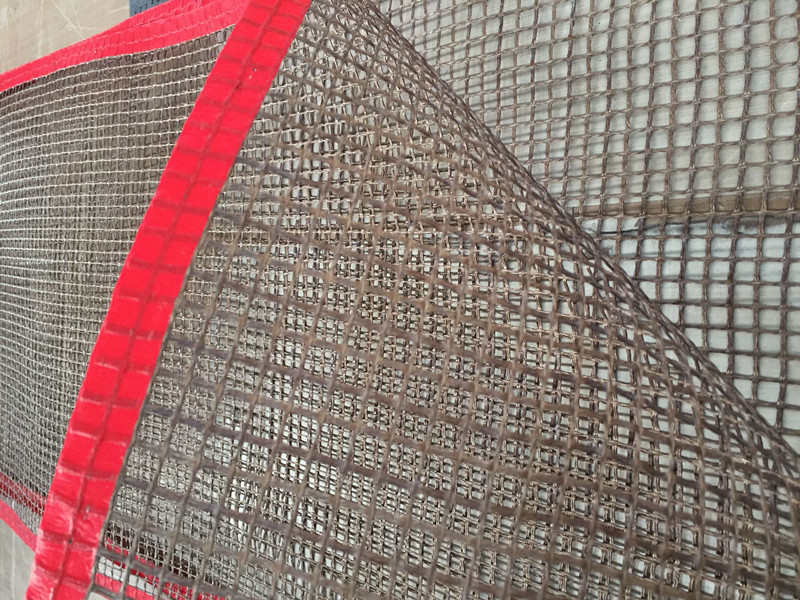
特氟龙焊布通常以玻璃纤维布为基材,其原始厚度直接影响最终产品的厚度范围。例如:
普通玻璃纤维布:厚度范围约0.05-0.2mm,适用于一般工业场景。
高强度玻璃纤维布:厚度可达0.3-0.5mm,用于需要更高机械强度的应用。
钠化处理需在基材表面形成均匀的钠化层,基材厚度过薄可能导致处理过程中变形,过厚则可能增加钠化剂渗透难度,影响处理效果。
二、钠化处理工艺对厚度的影响
钠化处理通过化学或电化学方法在基材表面形成钠化合物层,其厚度受以下因素影响:
钠化剂浓度:浓度过高可能导致钠化层过厚,表面粗糙度增加;浓度过低则钠化层不均匀,影响焊接性能。
处理时间:时间延长会增加钠化层厚度,但超过临界值后可能导致基材腐蚀或钠化层剥落。
温度控制:钠化反应需在特定温度下进行(如80-120℃),温度波动会影响钠化层形成速率和厚度均匀性。
典型钠化层厚度:经优化工艺处理后,钠化层厚度通常控制在1-5μm范围内,既保证焊接性能,又避免过度增厚影响柔韧性。
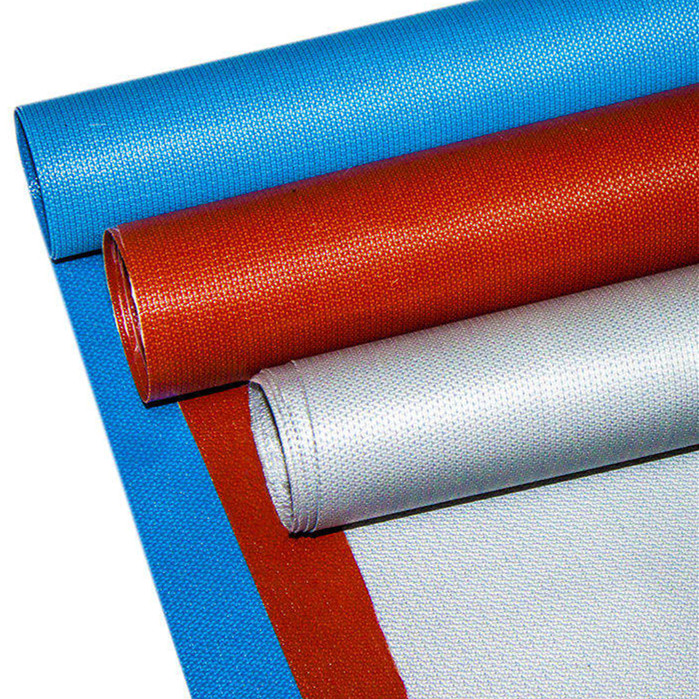
三、涂层均匀性与厚度控制
双面钠化处理需确保两面钠化层厚度一致,否则可能导致焊接过程中受热不均,引发焊缝缺陷。控制要点包括:
喷涂/浸渍工艺:采用双面同步处理技术,确保钠化剂均匀覆盖。
厚度检测:通过激光测厚仪或X射线荧光光谱仪实时监测钠化层厚度,偏差控制在±0.5μm以内。
后处理工艺:如轧制或抛光,可进一步调整表面平整度,减少厚度波动。
四、应用场景对厚度的要求
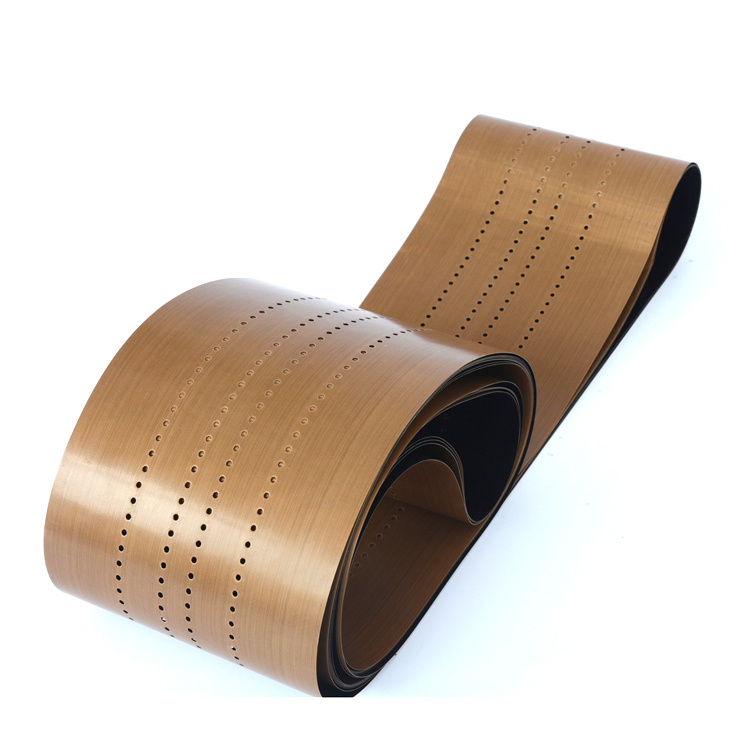
不同焊接场景对特氟龙焊布厚度有特定需求:
精密电子焊接:要求焊布厚度≤0.1mm,以减少热容量,避免对微小元件造成热损伤。
管道防腐焊接:厚度需达0.2-0.3mm,以提供足够的耐腐蚀性和机械保护。
高温环境焊接:如航空航天领域,需采用0.3-0.5mm厚焊布,以承受极端温度(如350℃)并保持尺寸稳定性。
五、厚度参数对性能的影响
焊接性能:钠化层过厚可能导致导电性下降,影响焊接效率;过薄则可能降低耐腐蚀性。
机械强度:基材厚度增加可提升抗拉强度,但可能降低柔韧性,影响复杂形状焊接适应性。
热稳定性:适当厚度(如0.2-0.3mm)可平衡热传导与热绝缘性能,避免局部过热。